

● Patul de strung CK8450H CNC Roll adoptă un sistem Siemens 828D CNC și un acționar motor Servo Siemens, asigurând o performanță bună a controlului. Sistemul 828D are performanța tăierii automate a simulării de program, a autodiagnosticului de erori etc., pentru a asigura stabilitatea performanței în procesul de tăiere.
● CK8450H CNC ROLL STATHE PED Adoptează o structură de ghidare liniară liniară de 2 3 3, adică două șine de ghidare dreptunghiulare dispuse orizontal pe pat, asigură mișcarea și poziționarea stocului de coadă. Două șine de ghidare liniară de rulare liniară dispuse în paralel asigură mișcarea și poziționarea șeiului de pat, iar o șină de ghidare liniară este așezată pe suprafața verticală a părții din față a patului, ca suport auxiliar pentru șa de pat pentru a se asigura că șaua de pat și repausul sculei nu au doar o rigiditate de încărcare bună, ci și o sensibilitate excelentă și o precizie dinamică.
● Fusul de strung adoptă o formă de asistență în două puncte, o configurație rezonabilă a rulmentului și proiectarea spanului, iar fusul are o rigiditate ridicată și o capacitate de încărcare. Sistemul de transmisie optimizat și proiectat adoptă stingerea de înaltă frecvență și măcinarea transmisiei angrenajului de precizie pe 6 niveluri, astfel încât cutia axului să aibă caracteristicile de zgomot redus, precizie de transmisie ridicată și cuplu de ieșire mare.
Transmisia fusului adoptă o schemă de reglare a vitezei fără pas cu schimbarea cu 2 trepte a vitezei de viteză și o acționare a motorului cu viteză variabilă cu frecvență, care permite axului de mașină-unelte să aibă un interval de reglare a vitezei largi și extrem de dinamice de 3 ~ 350rpm. Schimbarea vitezei cu 2 trepte asigură cuplul constant al fusului la viteze diferite și îmbunătățește eficiența de tăiere.
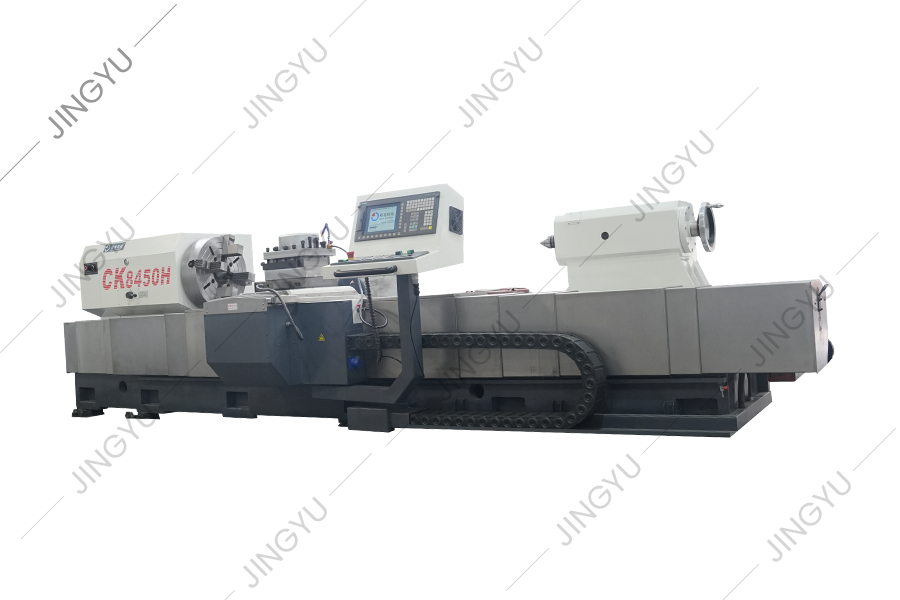

Strung cu rolă CNC de înaltă precizie
-
-
Index Unitate CK8450H Max. Diametrul piesei mm Φ500 (φ600) Max. Lungimea piesei mm 2500 (personalizabil) Formular de ghidare a mașinii 2 3 Ghiduri liniare grele Lățimea de ghidare a mașinii mm 885 Max. Greutatea piesei kg 3500 Dimensiunea găurii de conic al axului Nr. 80 Diametrul arborelui fusului mm Φ200 Viteza fusului RPM 3-45; 30-350 Puterea fusului kw 30 Dimensiunea găurii conic de coadă de coadă de coadă Morse 6# Diametrul mânecii de coadă mm Φ200 Șurub cu axa X. 4006 Șurub cu axa z 6310 Sistem de control Siemens 828d Notă: Alte sisteme CNC pot fi personalizate în funcție de nevoile speciale ale clienților. -
Produse conexe
-

Mașină de creare a rulourilor CNC
Cat:Mașină de frezare cu rulouri CNC
Seria XK9350 CNC Rebar Roll Roll Crescent Mașina de frezare a canelurii este produsul modernizat de tip XK500, care este potrivit pentru prelucrare...
Vezi detalii -

Mașină de frezare CNC grea
Cat:Mașină de frezare cu rulouri CNC
Având în vedere problemele de procesare a rulourilor de oțel de mare viteză, mașina de frezare XK8450 CNC este un nou tip de mașini -unelte de proc...
Vezi detalii -

Duty CNC Roll Roll
Cat:CNC Roll rotind strung
Această serie de mașini -unelte este utilizată în principal pentru a trece și procesa rulourile. De asemenea, poate transforma cercul exterior și s...
Vezi detalii -

Strung de rulare CNC de înaltă performanță
Cat:CNC Roll rotind strung
CK8465H CNC ROLL STRATHE pat adoptă o structură de ghidare liniară liniară de 2 3, adică două șine de ghidare dreptunghiulare aranjate orizontal pe...
Vezi detalii -

CNC Roll Inel strung
Cat:CNC Roll rotind strung
CK450 CNC CNC CNC înclinat adoptă sistemul german de control Siemens. Aspectul, sistemul de operare și sistemul de protecție a siguranței mașinii -...
Vezi detalii -

Mașină de măcinare a ruloului compus
Cat:Mașină de măcinare CNC Roll
MK8450 ROLINER CNC ROLINER este utilizat în principal pentru măcinarea aspră, măcinarea semi-finish, măcinarea fină și măcinarea non-spark a cercur...
Vezi detalii -

Mașină de frezare a plăcilor de la CNC
Cat:Alte mașini CNC specializate
În prezent, gravura cu role de model la domiciliu și în străinătate adoptă, în general, metoda electrolizei, freza obișnuită de frezare orizontală ...
Vezi detalii -

Mașină de tăiere a rulourilor CNC
Cat:Alte mașini CNC specializate
Această mașină -unelte este un nou tip de mașini -unelte CNC Roll Grooving dezvoltat pe baza seriei de mașini de frezare a rolelor CNC a companiei ...
Vezi detalii -

Mașină de gravură CNC
Cat:Alte mașini CNC specializate
Mașina de gravură CNC Roll este potrivită pentru procesarea diverselor marcaje ale feței de la capătul rulantului. Prin software -ul de editare aut...
Vezi detalii -

Accesorii pentru râșniță
Cat:Piese de schimb și accesorii
Această serie oferă în principal piese de uzură comună pentru mașini de măcinare a inelului CNC TC și mașini de măcinare a rulourilor compuse, cum ...
Vezi detalii




-
Ingineria modernă de precizie se bazează pe Mașină de frezat verticală CNC p...
CITEŞTE MAI MULT -
Mașinile de frezat cu role CNC oferă o precizie de neegalat pentru piesele cilindrice și compl...
CITEŞTE MAI MULT -
Verdictul: strungurile cu inele cu role CNC ating toleranțe sub-micronice pe inelele rulmențil...
CITEŞTE MAI MULT -
Mandatul industrial și pragurile de precizie ale prelucrării cu role grele O mașină ...
CITEŞTE MAI MULT -
Fabricarea rolelor de freza cu secțiuni grele, a rolelor de profilare a barelor de armare și a...
CITEŞTE MAI MULT
-
ADRESA
No.3, Xinghe Road, Parcul industrial Zhaxi, districtul Chongchuan, Nantong, provincia Jiangsu, 226003, P.R.China
-
E-MAIL
info@rolllathe.com
-
TELEFON
+86-513-85636116
Copyright © Nantong Jingyu Machinery Co., Ltd. Toate drepturile rezervate

